表面粗糙度怎么测量?
表面粗糙度测量方法多样,按原理主要分为接触式与非接触式两大类,具体如下:
1.接触式测量法
·光学干涉法
原理:利用光波干涉条纹的形变反演表面微观高度差,分辨率达纳米级。
设备:白光干涉仪、干涉显微镜。
·光切法
原理:光带投射至表面,通过显微镜观察截面轮廓,适合测量Rz 0.8–100 μm的表面。
设备:光切显微镜(双管显微镜)。
·激光扫描法
原理:激光束扫描表面,分析反射光强度/相位变化。
设备:激光轮廓仪。
·原子力显微镜(AFM)法
原理:探针扫描表面原子间作用力,生成3D形貌图。
设备:原子力显微镜,分辨率达纳米级,但速度慢且可能损伤样品。
·原理:通过视觉或触觉比对粗糙度样块,快速但主观性强,精度低(仅适用Ra >2.5 μm)。
下表总结了主要测量方法的关键特性:
|
测量方法 |
测量范围 (Ra) |
精度 |
特点 |
典型设备 |
|
触针法 |
0.02~50 μm |
高 |
接触式,可能划伤表面 |
Mitutoyo CS-H5000 CNC |
|
白光干涉法 |
纳米级~微米级 |
极高 |
非接触,快速,3D成像 |
普密斯白光干涉仪 |
|
光切法 |
0.8~100 μm |
中 |
需人工取点,效率低 |
光切显微镜 |
|
原子力显微镜 |
纳米级 |
极高 |
速度慢,可能损伤样品 |
原子力显微镜 |
|
比较法 |
>2.5 μm |
低 |
快速但主观 |
粗糙度比较样块 |
1.触针式设备
Mitutoyo Extreme SV-M3000 CNC:支持大型工件(如发动机缸体),X/Y轴行程200/800 mm,驱动速度200 mm/s,承重300 kg。
Mitutoyo CS-H5000 CNC:集成轮廓与粗糙度测量,X轴分辨率5 nm,适用于非球面透镜等高精度工件。
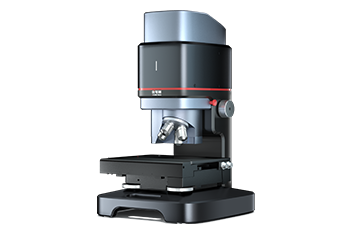
2.光学非接触设备
白光干涉仪:如普密斯3D干涉仪,支持300+参数分析(Sa、Sq等)。
Trimos TR-Scan:数字全息显微技术,抗振动干扰,可切换共焦/触针模块。
3.显微成像设备
原子力显微镜(AFM):纳米级分辨率,适合材料科学研究。
干涉显微镜:传统干涉法设备,调整复杂。
白光干涉仪因独特的光学设计和技术整合,成为高精度表面测量的首选工具。
超高精度与重复性:垂直分辨率达0.1 nm,重复性误差<1%,优于触针法(受测力影响)和传统干涉法(需人工调条纹)。
非接触无损测量:无机械接触,避免划伤超光滑表面(如晶圆、光学镜片)。
高效3D全景成像:单次扫描生成3D形貌,支持ISO 25178的300+参数(如Sa、Sq、Smr),而触针法仅能获取2D轮廓。
抗环境干扰:光学隔振台(如TMC)与快速扫描技术(毫秒级单帧)抑制震动影响。
广泛适用性:
兼容超光滑(Ra<0.1 nm)至粗糙表面(Ra>1 μm),及高/低反射率材料。
半导体制造:
晶圆粗糙度检测(影响薄膜沉积质量)、薄膜厚度测量(精度±1 nm)、缺陷识别(裂纹/气泡)。
光学元件加工:
透镜/棱镜表面轮廓与镀膜质量分析,确保光路精度。
精密机械与汽车:
刀具磨损监测、曲轴/缸体表面粗糙度批量检测。
材料科学研究:纳米材料表面形貌、涂层均匀性、微结构体积计算。
生物医学:细胞形态、生物分子相互作用的三维形貌分析。
光学配置:Nikon干涉物镜、PI纳米移动平台。
软件系统:NanoWare(符合ISO/ASME等标准),支持自动报告生成。
测量速度:单点测量≤1秒,全视野3D扫描<5分钟。
总结
白光干涉仪因纳米级精度、非接触安全测量和全面的3D分析能力,在高端制造业(尤其是半导体与光学领域)不可替代。对于常规工业场景(如车间质检),触针式轮廓仪(如Mitutoyo系列)仍是高效之选;而对深孔/软质材料,印模法更实用。技术选择需结合精度需求、样品特性及成本综合考量。