齿轮是设计中常用的零部件,通过两个齿轮的配合可传递动力,大小齿轮配合能改变输出转速和扭矩,圆锥齿轮配合则可改变动力输出方向。齿轮的齿形有多种形式,其中以渐开线齿形最为常见。渐开线齿形常用的加工方法分为两大类:成型法和展成法。
接下来重点介绍齿轮常用的加工方式。
第一种是铣齿,需用到盘状模数铣刀及对应的加工设备。铣齿采用成型法加工,铣刀刀齿的截面形状与齿轮齿尖的形状对应。这种加工方法效率和精度较低,仅适合单件或小批量生产。
第二种是拉齿,使用拉刀加工。将齿轮放置在加工设备上,通过拉刀或拉刀盘对齿轮进行技工,使齿面达到所需精度和质量要求,常用于加工内齿或花键齿轮。
第三种是滚齿,需用到滚齿刀及对应设备,属于展成法加工。其工作原理类似一对螺旋齿轮的啮合,齿轮滚刀的原型是螺旋角很大的螺旋齿轮,因齿数少、齿长,绕在轴上形成螺旋角很小的蜗杆,经开槽和铲齿后成为具有切削刃和后角的滚刀,用于齿轮加工。
第四种是插齿,用到插刀(插齿刀),可加工外齿或内齿,是除滚齿外常用的展成法切齿工艺。插齿时,插齿刀与工件类似一对圆柱齿轮啮合,插齿刀的往复运动是主运动,插齿刀与工件按一定比例做圆周运动,即插齿的进给运动。
第五种是刨齿,用到刨床和成型刀,常用于加工圆锥齿轮,原理较为简单。
第六种是剃齿,在大批量生产中,是加工非特硬齿面常用的精加工方法。剃齿原理是利用剃齿刀与被加工齿轮做自由啮合运动,借助相对滑移从齿面上剔下细切屑,以提高齿面精度,还可形成鼓形齿,改善齿面接触区位置。
第七种是珩齿,属于精加工方法。淬火后的齿轮表面有氧化皮,影响齿面粗糙度,热处理变形也会影响精度。除磨削外,也可采用珩齿精加工。珩齿原理与剃齿相似,珩轮与工件类似一对螺旋齿轮无侧隙啮合,利用啮合处相对滑动并在齿面间施加一定压力进行珩齿。
第八种是磨齿,同样属于精加工方式,采用展成法,切削运动与滚齿相似,是齿轮尤其是硬齿面齿轮的重要精加工方法。展成法磨齿可采用蜗杆形砂轮、锥形砂轮或碟形砂轮进行磨削。
除上述方法外,齿轮加工还有线切割、粉末冶金成型等方式。
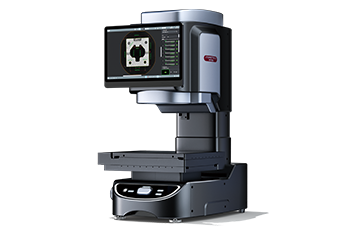
目前,越来越多的精密加工企业,在完成齿轮的加工后,会采用闪测仪对齿轮的齿距进行测量。在测量齿轮上,闪测仪的优势是速度快,并且测量精度也能保证。
快速测量精密齿轮外形尺寸,推荐优可测闪测仪。