什么是零件的公差
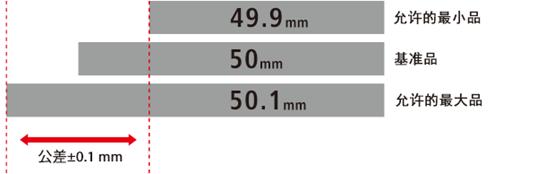
将以某个基准值为基础,可允许误差的最大尺寸与最小尺寸之差称为“公差”。
例如,制造长度为50 mm的圆柱,若规定在±0.1 mm的误差内则为合格品,则可以说“公差为±0.1 mm”。
虽然图纸上规定了长度为50 mm,但实际制造品基本上都不会刚好是50 mm。高精度的加工设备,也会产生49.997 mm、50.025 mm这种极微小的误差。
另外,在确认制造品是否为规定长度(50 mm)的测量中,可变因素也会引起测量值产生偏差。气温、湿度变化引起的材质膨胀、收缩,因测量仪压力产生的变形等都属于变形因素。
如上所述,在制造工序和检查工序中,必须考虑到相对于设计值的误差。若不允许产生误差,则可以说大部分的制造品都不合格。以设计值为基础,在不引起各工序产生偏差的前提下,设定可允许误差范围(可维持品质的范围),即为公差的作用所在。
什么是测量精度
指在相同条件下,多次测量同一量时,测量结果之间的一致性以及测量结果与真实值之间的接近程度。它是衡量测量工具、仪器或方法性能的重要指标。
测量精度通常表达为如下三个具体的指标:
准确度(Accuracy):测量结果与真实值之间的接近程度,反映系统误差的大小。
精密度(Precision):多次测量结果之间的一致性,反映随机误差的大小。
分辨率(Resolution):测量工具或仪器能够检测到的最小变化量。
公差和测量精度的关系
当制造长度为50 mm、公差为±0.1 mm的圆柱(49.9 mm至50.1 mm为合格)时,假设使用如下所示的测量仪进行检查。
测量仪A:精度± 0.001 mm
测量仪B:精度± 0.01 mm
测量仪C:精度± 0.03 mm
此时,判断为合格的范围分别如下所示。
测量仪A:将49.901 mm至50.099 mm判断为合格
测量仪B:将49.910 mm至50.090 mm判断为合格
测量仪C:将49.930 mm至50.070 mm判断为合格
从上述内容可以得知,测量仪的精度越高,越能获得更准确的结果。此外,可降低误将公差内的合格品判断为不合格的比例。
快速测量了零件尺寸,推荐优可测闪测仪。